切割宽度400mm*400mm(可定制)
主电机4KW
工作方式液压
整机质量1500Kg
输送方式电动
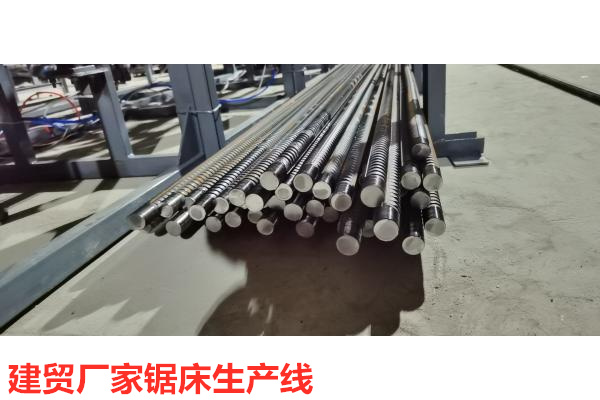
钢筋直径12mm-40mm
随着现代机械加工行业的发展,钢筋锯床对切削质量和精度的要求不断提高,对更高的生产效率、更低的生产成本和成熟的自动切削功能的需求也在不断增加。钢筋锯床的发展必须适应现代机械加工行业的发展要求。
钢筋锯床主要特点:
1、锯切进给采用液压控制,通过调速阀调节,实现调速;
2、锯切线速度采用变频器控制,调节控制方便;
3、锯带液压手动张紧;
4、传动采用大功率减速机,动力强,可靠性高,满足长时间工作运转;
5、采用PLC可编控制器,工作性能稳定;
6、采用液压驱动滑台式送料,送料方便,快速;
7、可配置自动排屑装置,实现锯屑自动收集。

钢筋锯床的三种送料方式:
1、手动送料:使用钢筋锯床手动送料架将材料手动送至锯位,用手或用锯机测量锯尺寸。这种方法适用于小尺寸材料。
2、机械传动送料:钢筋锯床由电机、减速机、链轮、链条带动旋转,操作进给和返回按钮,将工件送入钢筋锯床锯片切割位置。这种方法适用于精度要求不高,不需要大批量生产材料的大型棒材或板材。
3、自动送料:钢筋锯床一般采用自动送料,由液压缸夹紧,采用光栅测长装置或步进(伺服)电机驱动丝杆和齿轮齿条,可自动测量送料。你使用的送料方法。计算长度和次数。当达到设定的锯切时间时,钢筋锯床将自动停止。
钢筋切割锯床加工时如果出现偏差:
1、两导向臂之间距离太大,调一下导向臂的距离,一般比材大6-10厘米。
2、导向角里夹锯床的小轴承可能损坏,更换小轴承就可以。
3、钢筋切割锯床下料速度进给太快,调整调速阀使进给速度慢一点。
4、导向臂的导向角夹持的锯条与锯床工作台不垂直:安好锯条,调整锯导向角的螺栓,使锯条与工作台面垂直。
5、锯条可能松了,涨紧锯条。带锯条有可能磨损,如果锯条有修复价值可以修理,也可直接更换钢筋切割锯床锯条。

钢筋锯床的特色:
1、双立柱结构,运行稳定可靠。
2、采用双夹钳液压夹紧,使工件更稳定。
3、切割速度液压控制,采用调速。
4、带锯床结构合理,有效的延长锯带使用寿命。
5、钢筋带锯床可以切割圆钢,螺纹钢,扁铁,方管,相对于其他的锯切设备它具有可以成捆切割,切割面平滑的特点。
6、让钢筋加工更加简单。
河南省建贸机械设备有限公司本着以人为本,真诚合作,创新发展,拓展未来,铸就辉煌的宗旨,坚持以客户和市场为导向,我们将竭尽所能地寻求各种机会为您服务! 并竭诚与国内外商家双赢合作,共同发展,共创辉煌!
http://sddehe.cn.b2b168.com










